

L’objectif d’un onduleur est de vendre des emballages en carton ondulé à ses clients. Il produit des plaques de carton ondulé sur un train onduleur (aussi appelé onduleuse) et transforme les plaques en caisses américaines ou emballages en carton plus complexes. Un onduleur peut aussi vendre directement des plaques à des transformateurs.
Les papiers.
Pour fabriquer le carton ondulé, un onduleur commande des bobines de papier à une papeterie. Les bobines sont livrées dans des laizes pouvant aller de 1750 mm à 3300 mm. Les papiers sont de différents types. On rencontre notamment:
- Le Kraftliner : un papier utilisé en couverture constitué pour une grand part de fibres neuves. C’est le papier le plus résistant et le plus cher.
- Le Testliner : un papier utilisé en couverture, essentiellement à base de fibres recyclées.
- Le Mi-chimique : le papier cannelure le plus résistant.
- Le Wellenstoff : un papier cannelure essentiellement à base de fibres recyclées.

Bobine de papier
La fabrication du carton ondulé.
Le carton ondulé est fabriqué sur un train onduleur, à savoir une machine de plus de 100 m de long et 2.50 m de large. Le train onduleur est composé de divers éléments :
- Deux postes simples faces : leur rôle est d’assembler un papier couverture avec un papier cannelure. Le papier cannelure est ondulé à chaud dans des cylindres cannelés. Il existe différentes tailles de cylindres cannelés donnant différentes épaisseurs à la simple face.
Exemples : Cannelure A (Grande, ~4.5 mm), C (Moyenne, ~3.5 à 4.5 mm), B (Petite, ~2.5 à 3.5 mm) , E (Micro, ~1.5 à 2 mm), K ou D (Très grande, plus de 7 mm). Le collage des papiers cannelure et couverture est assuré avec une colle à base d’amidon. - Un troisième poste simple face peut exister s’il s’agit d’une onduleuse permettant de produire de la triple cannelure. Il existe même des onduleuses quadruple cannelure.
- Le poste double-encolleuse ou double face : où sont assemblées les deux simples faces et la couverture extérieure, afin de réaliser un carton de profil “double-double”.
- Les tables chauffantes : assure le séchage de la colle. A la sortie, le carton est rigide.
- La mitrailleuse : elle va réaliser les découpes et rainages des plaques, en fonction des programmes et ordres de fabrications planifiés. Les couteaux découpent la nappe de carton en nappes secondaires et découpent également la rogne de laize (déchets). Les outils de rainage (ou refoulage) rainent les nappes secondaires ; le pliage ultérieur des rabats en sera ainsi facilité.
- Les coupeuses transversales : elles réalisent la coupe des plaques en longueur (sens “coupe”) à la sortie de l’onduleuse. A la sortie des coupeuses, les plaques sont empilées sur palettes.
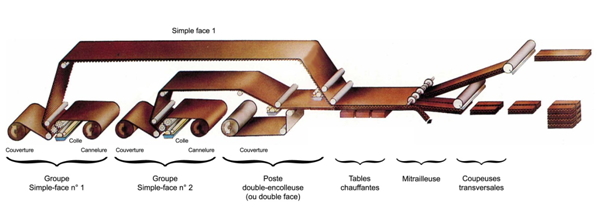
Schéma de fonctionnement d’un train onduleur
Les plaques de carton ondulé.
Les plaques de carton produites peuvent donc avoir différents “profils carton“. Pour décrire un profil, on utilise souvent un code constitué de l’association des codes cannelure (dans l’ordre cannelure extérieure vers cannelure intérieure) :
- Simple face : élément souple. Ce n’est pas une plaque.
- Double face. Exemples : A, C ou B.
- Double cannelure ou “Double-double“. Exemples : EB ou BC.
- Triple cannelure. Exemples : BAK, BCA.
![]()
En fonction du profil carton et des différents papiers employés, on référence différentes “compositions carton“, aussi appelées “qualités carton“. La gestion fine des qualités carton est importante pour un onduleur. Il doit être capable de certifier un grammage et de nombreuses propriétés physiques du carton (écrasement, perforation, résistance à l’humidité, etc.). Des contrôles du laboratoire carton interne sont réalisés périodiquement en ce sens.
Une plaque carton est donc produite dans une composition carton, avec une certaine dimension (la “laize” et la “coupe“) et avec éventuellement des rainages dans le sens coupe.

Plaques de carton ondulé
La fabrication des emballages.
Les plaques onduleuse vont passer successivement sur un certain nombre de machines de transformation, de manière à produire l’emballage attendu par le client. Les emballages peuvent être des caisses américaines simples (décrites par le standard FEFCO), des caisses découpées complexes (études CAO ; formes de découpe nécessaires) ou bien encore d’ensembles PLV composés de plusieurs éléments.
Concernant les différentes étapes de transformation, on peut mentionner, par exemple :
- Le mitrailleuse : mise au format ou création de rainages.
- L’impression : sur machine d’impression offset avec groupes vernis.
- La découpe : sur découpoir rotatif ou machine de découpe à plat.
- La plieuse-colleuse : pour plier et jonctionner la caisse.
- La presse à cercler.
Caisse en carton ondulé “boite cloche”
Stockage et logistique.
Une bonne gestion des stocks par lots et emplacements est une composante de gestion essentielle pour l’activité d’un onduleur. L’aspect logistique permettant d’optimiser les tournées de camions n’en est pas moins important.
La réponse Volume Software aux besoins des onduleurs : l’ERP VoluPack.
Le système d’information VoluPack est spécifiquement dédié aux onduleurs.